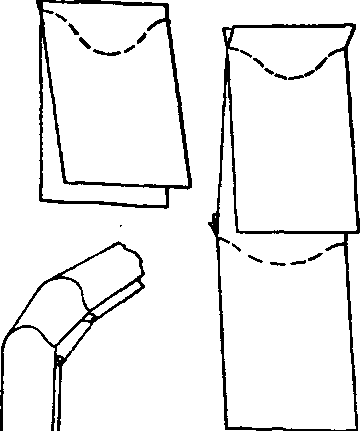
 Рис. 4.9. Схема периодической сварки полотнищ вышек носовой части
Роликовые устройства для периодической термоконтактной сварки отличает универсальность. На таких устройствах происходит локальный нагрев в зоне сварного шва. Роликовые устройства компактны, просты конструктивно, надежны в эксплуатации и позволяют получать швы любой протяженности.
Вариант периодической сварки полотнищ, образующих вышки носовой части по синусоидальному контуру, с помощью роликовых устройств показан на рис. 4.9. Сварив два контура, соединенные три полотнища перегибают вдоль осевой линии и затем уже сваривают продольный шов; так образуется часть борта.
Чаще всего одновременно с процессом термоконтактной сварки производят операцию вырубки борта или днища из рулона.
Процесс термоконтактной сварки термопластичных материалов ведут в интервале температур 100—160°С при Удельном давлении на поверхность шва 500 — 2000 кПа. Время процесса выбирают в зависимости от свойств и толщины термопластичного материала. Оно обычно составляет 15-20 с. *~
Распространенным способом сварки лодок из термопластичных материалов является высокочастотная сварка. При таком способе теплота генерируется по всему объему свариваемого материала, чем достигается равномерный его нагрев по всей толщине. Оптимальный режим высокочастотной сварки на одной из сварочных установок следующий: вРемя сварки 10 с, сила тока 0,6 А.
Термопластичные материалы сваривают также ультра-звУ*ом и нагретым газом. При использовании в качестве теплоносителя, например, нагретого воздуха его параметры Зависят от удаления форсунки от зоны сварки и от ^орости движения материала. Оптимальное расстояние от форсунки до зоны сваривания 10—15 мм.
|

